
Pressvorrichtung
Elemente auf dem Montagetisch pneumatisch pressen
Verklebte Kastenelemente & Rippendecken
als Dach & Decke für den modernen Holzbau

Mehr Raum
- Spannweiten von 7-8 m dank
verbesserter Biegesteifigkeit - Höhere Räume dank Querschnittsenkung bis 30%

Wertschöpfung im Betrieb
- Statt BSP oder Betondecke fremd zukaufen
- Ca. 30% grössere Auftragsvolumen
- Fertigung auf gleicher Anlage wie Wandproduktion

Wirtschaftliches Bauprodukt
- Spart Holz
- Vorgefertigtes Element Trockenbau
- Dreischichtplatte als fertige
Oberfläche in Sichtqualität
Pressvorgang
Mit diesen Hilfsmitteln und Methoden funktioniert es noch effizienter.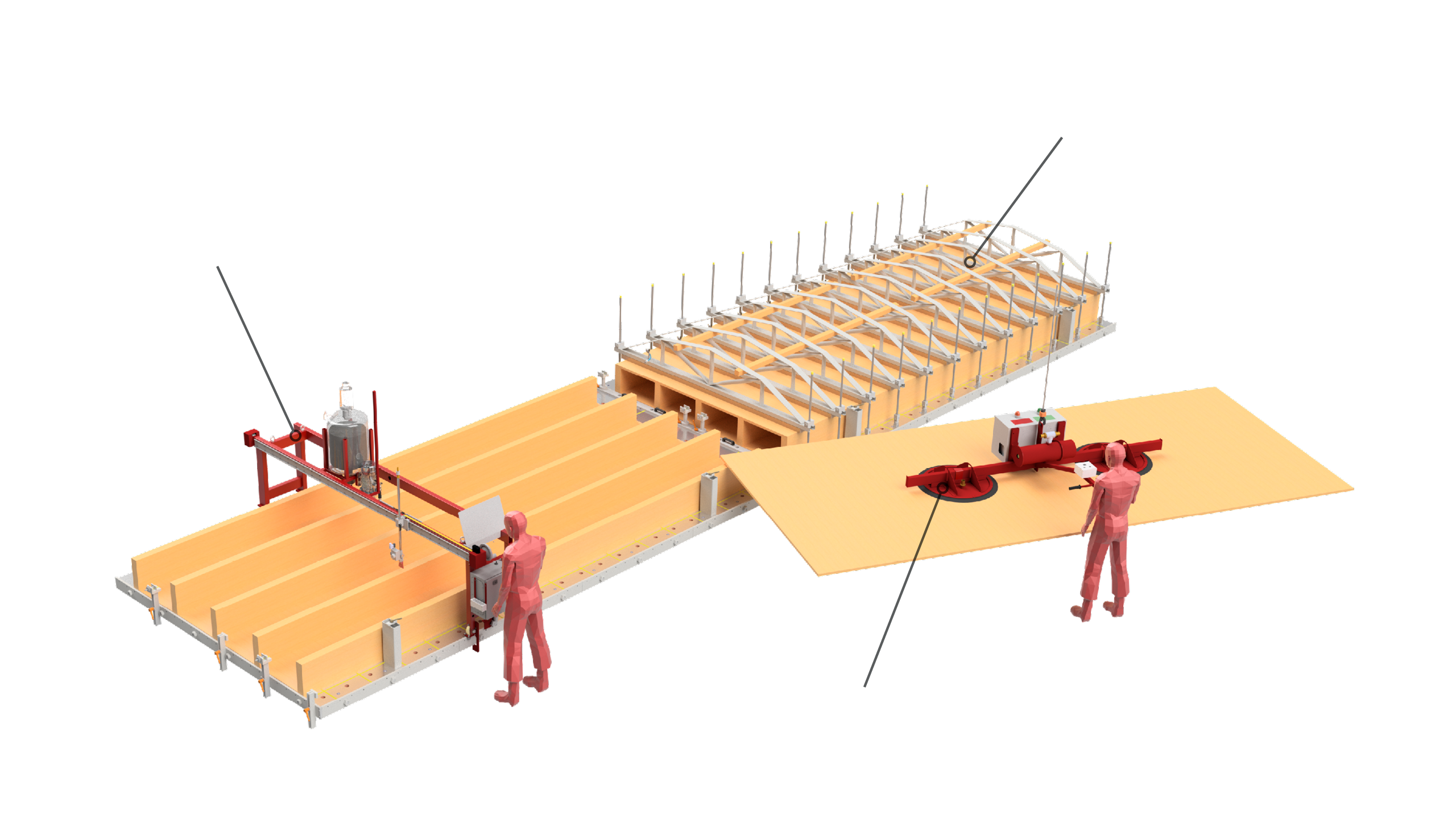

Vakuumheber
Unabdingbares Hilfsmittel für grosse Dreischichtplatten

Klebstoffauftragsportal Basic
Effizientes Beleimen durch einen Bediener

Alternierende Produktion
Ein Element wird noch gepresst während das nächste schon vorbereitet wird.
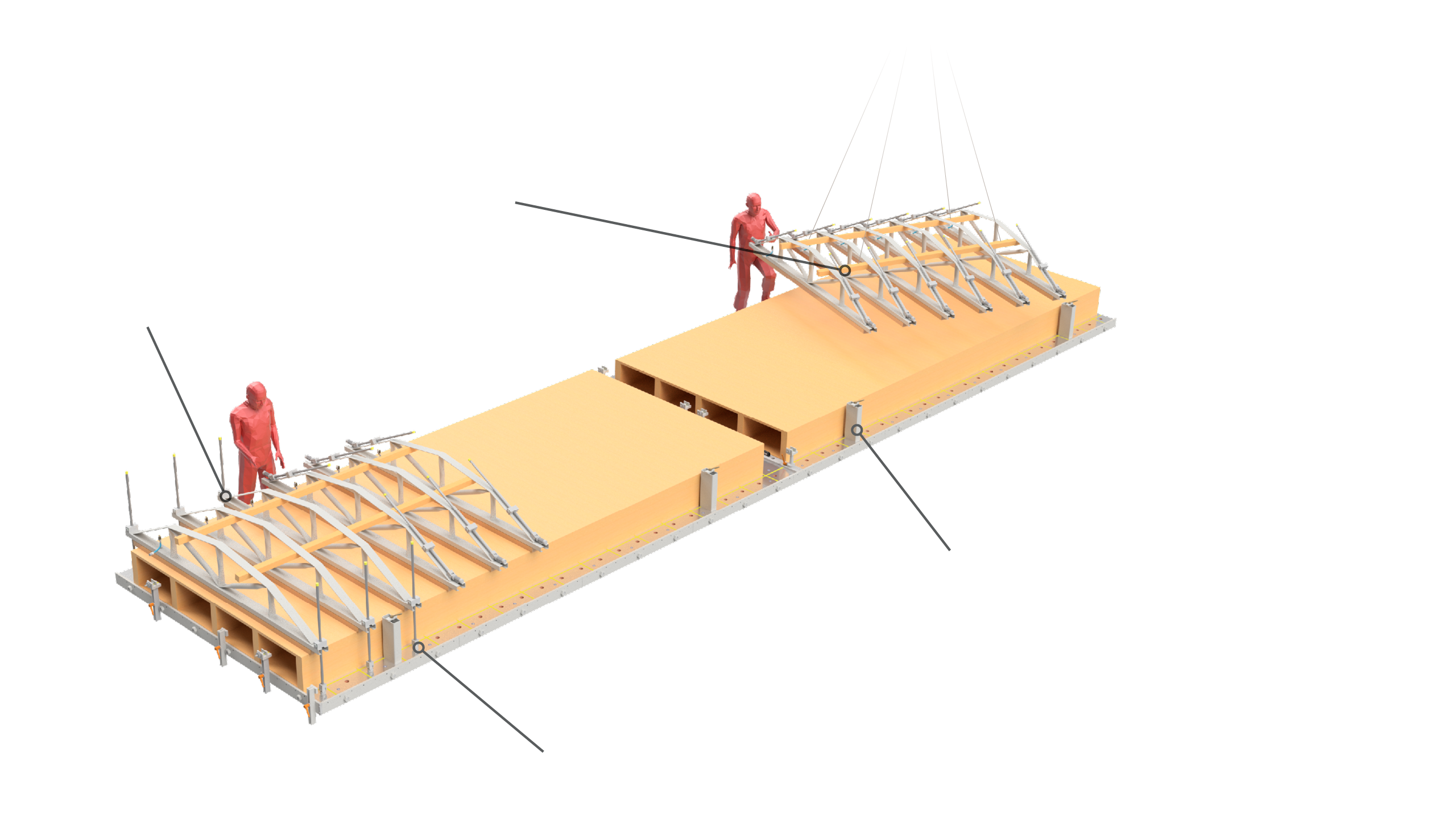

Spreitzanker
Einfach im Lochraster einstecken und anziehen.

Schnellspanner
Gewinde kann über Knopf entkoppelt werden um Presseinheiten rasch zu fixieren

Presseinheiten
Die Presseinheiten werden oft paketweise verbunden um das Handling zu vereinfachen

Mehrfachanschlag
Obere und untere Dreischichtplatten exakt übereinander ausrichten
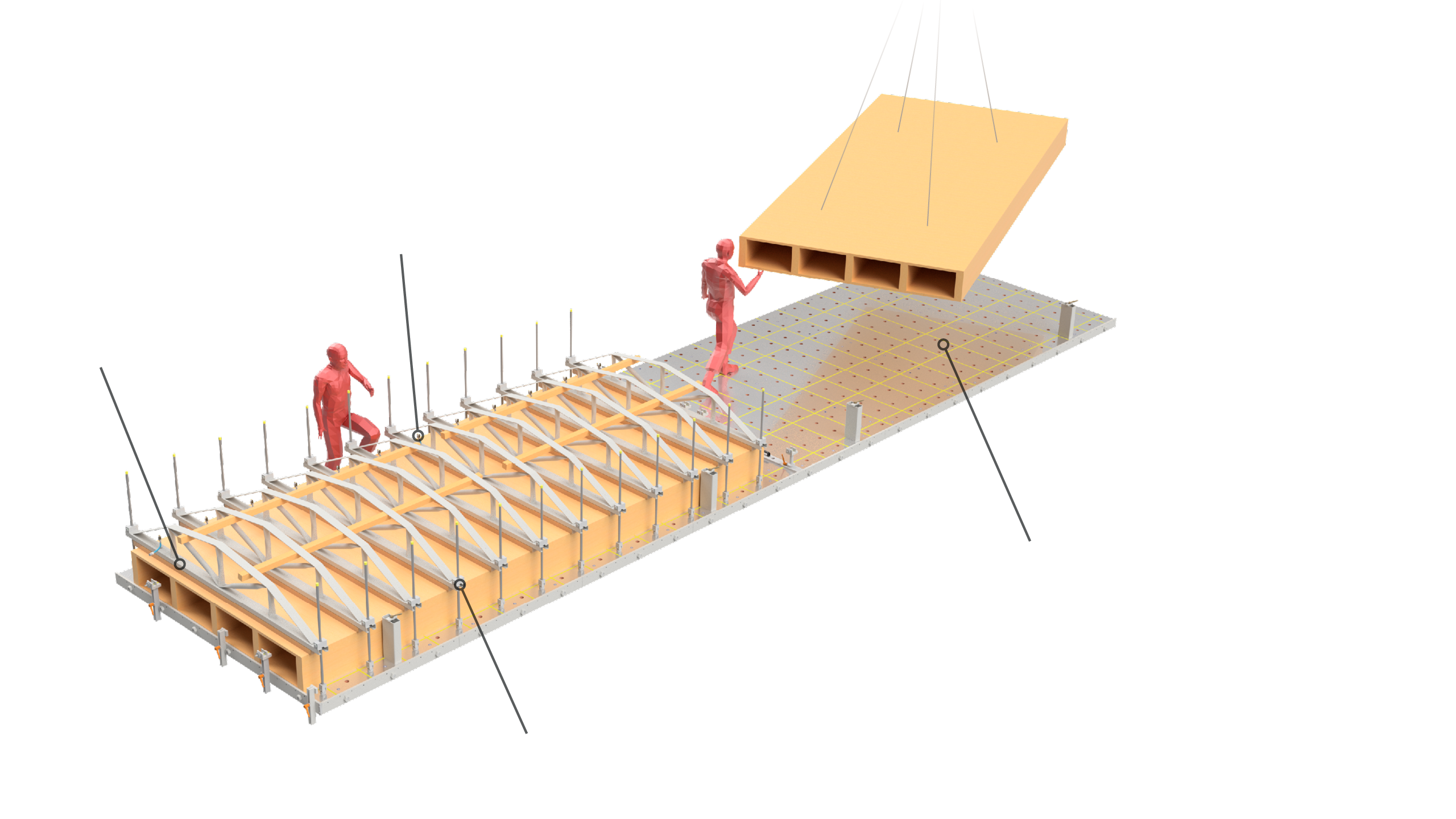

Pressschlauch
Der Pressschlauch verteilt den Druck gleichmässig und presst nach, wenn der Klebstoff ausgepresst wird.
Alternierende Produktion
Auf der nächsten Arbeitsstation kann bereits ein neues Element gefertigt werden.

Serienschaltung
Die Presseinheiten werden nacheinander zusammengekoppelt und aktiivert.

Regulierbarer Pressdruck
Der Pressdruck kann von 0-3 bar reguliert werden, was in einer max. Kraft von 39 kN (3.9 t) pro Presseinheit resultiert.
Wie lange brauche ich?
=
Welchen Klebstoff nehme ich?
1K PUR Klebstoffe haben relativ geringe Aushärtezeiten.
Die offene Zeit gibt an, bis wann ich das Element zusammen- und den Druck aufgebaut haben muss.
Tipp:
Sind die Hohlräume von Kastenelementen gefüllt (Isolation, Elektro …) lohnt es sich, im ersten Arbeitsschritt nur die untere Platte aufzukleben um einen Klebstoff mit tiefer offener Zeit verwenden zu können. Für die Befüllung ist man an keine offene Zeit gebunden und klebt die obere Platte in einem zweiten Arbeitsschritt auf.

Pneumatisch Pressen:
Die Vorteile
Kein Drehen
Das Element kann in einem Arbeitsgang hergestellt werden und muss nicht zum Schrauben gedreht werden.
Keine Schrauben
Spart Materialkosten, Montagezeit und macht keine Löcher in die Platten.
Auf dem gleichen Tisch
Statt Ständerbau kann auf derselben Anlage verklebt werden, was Platz und Kosten spart.
Überwachter Pressdruck
Ein genau überwachbarer Pressvorgang produziert qualitativ sichere Produkte.
Die Druckluft drückt nach, auch wenn durch Auspressen des Klebstoffs die
Fuge dünner wird.
Referenz








Aktuellste News
Alle anzeigen
Maschinentechnik für alle Arbeitsschritte
Das Optimieren aller Arbeitsschritte führt zu Einsparungen im Gesamtprozess

Holz effizienter nutzen
Drei Möglichkeiten Holz zu sparen und den steigenden Preisen entgegen zu wirken

Klebstoffauftragsportal Basic
Produktneuheit: Effizientes Beleimen von Kastenelementen!